
Electrical clamping enables new concepts to get more spindle hours
Many companies, especially in the western world are lacking experienced machinist. Some are struggling even to find people to load the workpieces into machining centers. No wonder that automation in the machining industry is growing – and fast. The main goal is normally having more spindle hours resulting to better utilization for the machining centers. As machining centers themselves are already robots by some definitions, the implementation of industrial robots for workpiece loading is actually a small technological step for the machining industry. More challenging has been to change the existing processes and find optimized peripheral devices for robots like grippers, feeders and fixtures.
When automatical feeding of the raw material into the machining center is being considered, two main alternatives typically arise: Pallet handling and Part handling.
Luckily lots of development has been done in this field, both by major robotic integrators but also by many innovative startups. When automatical feeding of the raw material into the machining center is being considered, two main alternatives typically arise: Pallet handling and part handling.
In pallet handling systems workpieces are loaded manually into a fixture, which can be anything from a plate for a single workpiece to huge tooling columns full of workpieces. In a typical horizontal machining center (HMC) there is a buffer of one tooling column only. The need to have more buffers has led to pallet pools and finally to full-scale FMS systems, where the buffer size can be hundreds of pallets. In pallet-handling type systems the workpieces are stored in the buffer clamped each in their own fixtures. To separate these pallets from transport pallets like euro pallets, we can call them machining pallets because actual machining will be done while a workpiece is clamped into a fixture on a pallet.

The other approach is part handling systems, where the raw material buffer is typically on euro pallets, and an automated fixture is needed in the machining center. In automated clamping, hydraulic clamping has been the mainstream technology until now. To sum up the main differences in these two alternatives, in part handling systems the raw material buffer is simpler but fixturing needs to be automated. Also, when a workpiece is changed, the feeder, robot gripper and fixture need to either be set up for the new workpiece or changed.
Electrical Clamping
OK-VISE is now entering into automation business with electrical clamping. The pilots have been running in Scandinavia, and one of the first installations has been running successfully from 2021 (more info in case studies / ELVA System in use). One of the many triggers to start the development of electrical clamping was the challenging power coupling and decoupling in hydraulic systems. Even with only two pallets in a pallet changer in a horizontal machining center, the hydraulic power supply interfaces can become a nightmare. Also, the expertise of hydraulics is rarely available on-site.

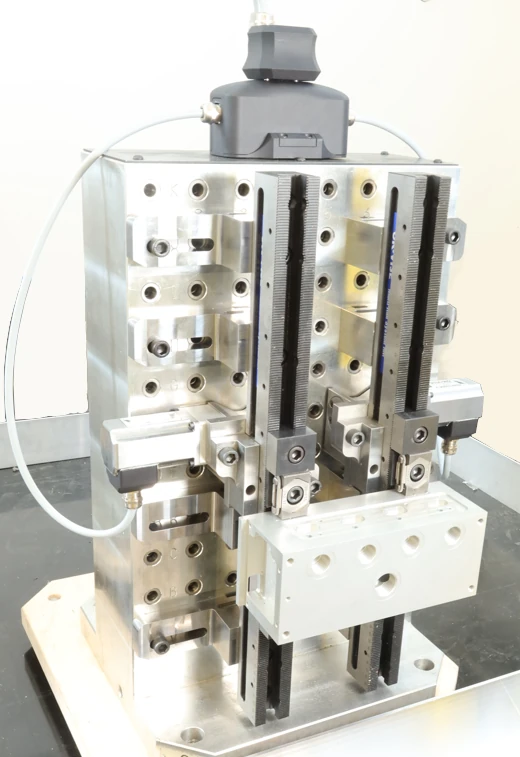
With electrical clamping operated on extra low voltage like ELVA, the interfaces are safe, easy and reliable. So automated decoupling and coupling of power supply in pallet pools, buffers and FMS systems is effortless. This means easier adaptation of automated workpiece loading in these systems.
When new, innovative machine tending concepts are being created, there is now one more effective tool in use. Best case scenario is that the compact material buffer of the part handling system and the flexibility of pallet handling systems can be combined. This way machine shops can get the best of both worlds.
OK-VISE will be introducing the new electrical ELVA System in EMO 2023 in Hannover (Hall 3, Stand J09)